联系我们
诸城市朝阳机械有限公司
手机:(祝经理)15650277057
电话:0536-6480866
传真:0536-6480866
邮箱:zczhaoyang@126.com
网址:www.zczhaoyang.com
地址:山东.诸城市舜王街道开发区
肉鸡屠宰加工工艺
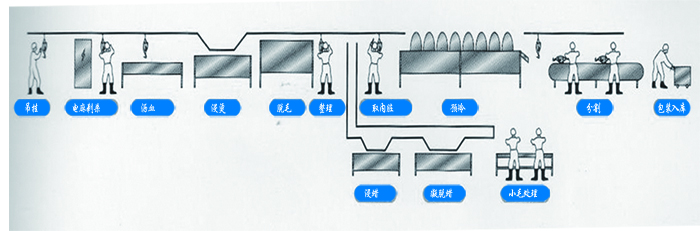
一、肉鸡屠宰加工工艺流程示意图
毛鸡上挂→水浴式麻电→刺杀→沥血→烫毛→脱毛→人工清理小毛→鸡毛水冲入鸡毛收集间→割爪→转挂→开膛→掏内脏→割头→胴体清洗→预冷→胴体沥干→内脏入内脏加工间处理→胴体上挂→分割→分拣→整理称重包装→装盘→速冻→装箱→冷藏→销售
二、肉鸡屠宰加工工艺
1、毛鸡输送
(1)卸车前应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。
(2)将装有毛鸡的鸡笼从运输车上搬运下来,放在挂鸡月台上,有检疫人员现场检验,检验合格健康毛鸡的鸡笼放在鸡笼输送机上,输送到毛鸡上挂间。
(3)毛鸡上挂间和屠宰车间严格分开,毛鸡上挂间尽量设计阴暗,避免强光照射,造成毛鸡拍打翅膀过度紧张。
(4)挂鸡人员从鸡笼里托着鸡腹拿出毛鸡,再将两鸡爪挂在生产流水线的挂架上。每个挂鸡人员每小时可挂毛鸡800-1000只。
(5)回空的鸡笼由输送机自动输送进入鸡笼清洗机内进行鸡笼的清洗,清洗干净的鸡笼通过鸡笼斜滑道滑到卸鸡月台上。
2、肉鸡宰杀脱毛
(1)肉鸡宰杀高架输送线主要完成的工序:毛鸡上挂、水浴式麻电、刺杀、沥血、烫毛、脱毛、切爪、转挂等。
(2)高架输送线挂架间距:6英寸(152.4mm),采用标准驱动链条,链条节距t=25.4mm,变频调速,生产线的设计宰杀能力和生产线的线速度密相关,线速度的计算式:线速度=时产量(只/小时)×挂架间距(米)÷60(分钟/小时)
例如:设计能力:3000只/小时,挂架间距:152.4mm
生产流水线的线速度:3000只/小时×0.1524米÷60分钟/小时=7.62米/分钟。
(3)活鸡麻电通常采用水浴式麻电,麻电电压:70-90v,麻电时间:2-3s。或不通过麻电工序,采用毛鸡上挂后通过高架输送线自动输送1min,让毛鸡平静下来后再刺杀。
(4)毛鸡刺杀后沥血,沥血时间一般设计为3-4min。烫毛时间:40-60s,脱毛时间:15-30s。
(5)烫毛采用恒温烫毛机,烫毛温度:58-62℃。脱毛尽量采用吊挂式脱毛,避免胴体相互接触而造成感染。
(6)在90。的转弯处设计自动切爪机,切爪机由定位轮、驱动、旋转刀片组成,鸡爪切割后,鸡爪再由卸爪器卸下放入收集车内。
3、开膛掏内脏
(1)肉鸡开膛掏内脏高架输送线主要完成的工序:开膛、掏内脏、切头、胴体清洗等。
(2)该高架输送线挂钩间距:8英寸(203.2mm),采用标准驱动链条,链条节距t=25.4mm,变频调速。
(3)将掏出的内脏放入内脏滑槽内,由检疫人员检验,检验合格的鸡胴体进入下道工序,检验合格的鸡内脏进入内脏加工间处理,不合格胴体和内脏放入封闭的小车内拉出屠宰车间处理。
(4)内脏通过分离出来,鸡肠通过清洗整理后入冷库冷藏,鸡胗用鸡胗脱脂机把鸡胗表面的油脂脱下来,再由剥胗皮机把胗皮剥下来,清洗整理后入冷库冷藏。
(5)去内脏后的胴体在预冷之前必须进行清洗,去除体内的血水。
4、预冷
(1)预冷分池预冷和螺旋预冷机预冷,池预冷占用的面积比预冷机预冷要大。
(2)预冷水温:0-2℃,预冷时间:45min。
(3)预冷好的胴体要通过沥干机或高架输送线将体内的水沥干。
(4)预冷后的鸡胴体中心温度在10℃以下。
5、分割包装
(1)分割高架输送线挂钩间距:8英寸(203.2mm),采用标准驱动链条,链条节距t=25.4mm,变频调速。
(2)在高架输送线上有分割操作人员分割不同的部位肉,把分割肉放在平板输送机上传送到分拣工位进行分拣。
(3)把分拣后的部位肉根据要求称重后真空包装,放入冷冻盘内用凉肉架车推到结冻库(-30℃)结冻或到成品冷却间(0-4℃)保鲜。
(4)将结冻好的产品托盘后装箱,进冷藏库(-18℃)储存。
(5)分割包装间温控:10-15℃。